



آبکاری چیست؟ – به زبان ساده + مراحل
آبکاری فرآیندی است که در آن یک فلز بر روی سطح یا فلزی دیگر با استفاده از هیدرولیز نشانده میشود. هدف این فرآیند معمولا جلوگیری از خوردگی فلزات است و با استفاده از اصول الکتروشیمیایی و پیل الکتروشیمیایی انجام میشود. در این فرآیند با استفاده از جریان الکتریکی، کاتیونهای فلزی کاهش یافته و بر روی الکترود مقصد انتقال مییابند. در این مطلب از مجله فرادرس میآموزیم آبکاری چیست و چگونه انجام میشود.
- میآموزید فرآیند آبکاری چیست و با چه هدفی انجام میشود.
- با مراحل و روند انجام فرآیند آبکاری آشنا میشوید.
- عوامل موثر بر کیفیت آبکاری مانند آمادهسازی سطح را میشناسید.
- با انواع فلزات آبکاری و مثالهای آنها آشنا میشوید.
- انواع فرآیندهای آبکاری و کاربردهای آنها را یاد میگیرید.
- با مزایا و معایب و تاریخچه فرآیند آبکاری آشنا میشوید.



در ابتدای این مطلب میآموزیم آبکاری چیست و هدف انجام آن چه مواردی است. سپس روند فرآیند آبکاری را آموخته و عوامل موثر بر کیفیت این فرآیند را بررسی میکنیم. پس از آن به بررسی و توضیح آند و کاتد، فلزات استفاده شده در آبکاری و انواع این فرآیند میپردازیم. در نهایت به بررسی مثالها، مزایا، معایب، کاربرد و تاریخچه این فرآیند میپردازیم. با مطالعه این مطلب تا انتها میتوانید به شکلی کامل بیاموزید آبکاری چیست.
آبکاری چیست؟
آبکاری فرآیندی است که در آن یک لایه فلزی با بهرهگیری از فرآیند هیدرولیز روی فلز (یا سطحی از جنس دیگر) نشانده میشود. این کار معمولا برای جلوگیری از خوردگی فلز یا با هدف ایجاد جلوه تزئینی انجام میشود. این فرآیند را رسوبدهی الکتروشیمیایی یا الکترودی نیز مینامند. در این فرآیند، مهندسان با بهرهگيری از الکتروليز کنترلشده، فلز مورد نظر را از آند (که حاوی فلز مناسب برای پوشش است) به کاتد (که همان قطعه مورد آبکاری است) منتقل میکنند. در این فرآیند عموما از یک سلول الکترولیتی استفاده میشود که در آن بار منفی بر روی فلز و قرار دادن آن در محلول الکترولیت نمک فلز و یونهای فلزی مثبت انجام میشود.
گونههای ويژهای از آبکاری مانند آبکاری مس، نقره و کروم نيز وجود دارد. این فرآیند به سازندگان اين امکان را میدهد که بخش عمده محصول را از فلزات کمهزينه مانند فولاد يا روی بسازند و سپس برای ايجاد ظاهر دلخواه، حفاظت و ديگر ويژگیهای مورد نياز، فلز ديگری را روی سطح آن اعمال کنند. سطح آبکاری شده میتواند انواع فلزات یا پلاستیک باشد.

در این فرآیند، لایه زیرین میتواند هر نوع مادهای باشد. برخی از قطعات فلزی و پلاستیکی استفاده میکنند. حتی در ساخت برخی از قطعات هنری و تزئينی از پارچه یا گل نیز استفاده میشود. نکته قابل توجه در آبکاری این است که لایه زیرین باید حتما رسانا باشد. برای رساناکردن برخی از سطوح نارسانا و استفاده از آنها در این فرآیند از برخی رنگها یا اسپریها استفاده میشود.
هدف فرآیند آبکاری چیست؟
آبکاری عمدتا برای تغییر خواص فیزیکی یک جسم به کار میرود و میتواند مقاومت در برابر سایش، حفاظت در برابر خوردگی، جلوه ظاهری یا افزایش ضخامت قطعه را فراهم کند. هدف این فرآیند میتواند موارد زیر باشد. هر یک از این موارد بسته به کاربرد این فرآیند و نوع فلز استفاده شده متغیر است.
- ظاهر
- حفاظت در برابر خوردگی و سایش
- خواص سطحی ویژه
- خواص مهندسی یا مکانیکی
یادگیری شیمی دوازدهم با فرادرس
برای درک بهتر این موضوع که آبکاری چیست، ابتدا باید با مفاهیمی چون واکنش الکتروشیمیایی، اکسایش و کاهش، عدد اکسایش، محاسبه pH و نیروی الکتروموتوری آشنا شویم. پیشنهاد میکنیم برای آشنایی بیشتر با این مفاهیم، به مجموعه فیلم آموزش دروس پایه دوازدهم، بخش شیمی مراجعه کنید که با زبانی ساده ولی کاربردی به توضیح این مفاهیم میپردازد.

همچنین، با مراجعه به فیلمهای آموزش فرادرس که در ادامه آورده شده است، میتوانید به آموزشهای بیشتری در زمینه آبکاری دسترسی داشته باشید.
- فیلم آموزش شیمی ۱ پایه دهم و گواهینامه فرادرس
- فیلم آموزش شیمی ۱ پایه دهم حل سوالات تشریحی امتحانات نهایی فرادرس
- فیلم آموزش شیمی ۲ پایه یازدهم رشته علوم تجربی و ریاضی و فیزیک فرادرس
فرآیند آبکاری چیست؟
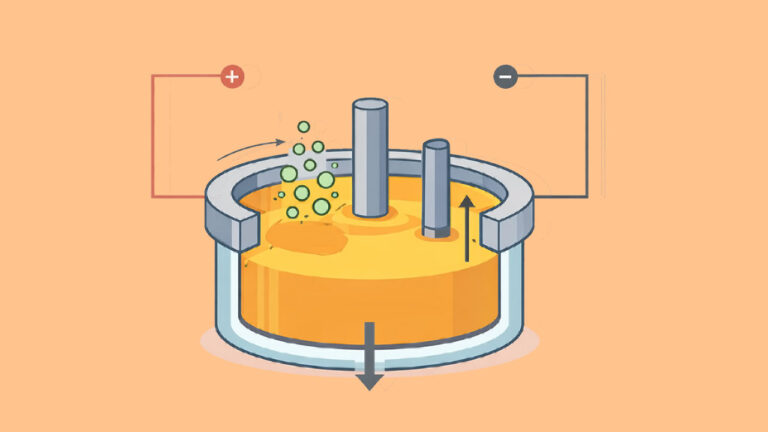
فرآیند آبکاری از جریان الکتریکی برای حل کردن فلز و نشاندن آن روی یک سطح استفاده میکند. این فرآیند با چهار عوض اصلی آند، کاتد، محلول و منبع انرژی انجام میشود.
- آند: آند، یا الکترود با بار مثبت در مدار، فلزی است که قرار است به عنوان پوشش روی سطح نشانده شود. آند معمولا از نوع فلز فداشونده یا یک ماده بیاثر مانند کربن است.
- کاتد: کاتد در مدار آبکاری، همان قطعهای است که نیاز به آبکاری دارد و به آن زیرلایه نیز گفته میشود. این قطعه به عنوان الکترود با بار منفی در مدار عمل میکند.
- محلول: واکنش رسوبدهی الکتریکی در یک محلول الکترولیتی انجام میشود. این محلول حاوی یک یا چند نمک فلزی است که معمولا سولفات مس را نیز شامل میشود تا جریان الکتریکی برقرار شود.
- منبع برق: جریان با استفاده از منبع برق به مدار وارد میشود. این منبع جریان، برق را به آند اعمال کرده و سیستم را فعال میکند.
برای آشنایی کاملتر با فرآیند آبکاری، پیشنهاد میکنیم ویدیوی آموزشی زیر را مشاهده کنید:
هنگامی که آند و کاتد در محلول قرار داده میشوند و اتصال برقرار میشود، منبع تغذیه جریان مستقیم (DC) را به آند اعمال میکند. این جریان باعث اکسید شدن فلز میشود و به اتمهای فلز اجازه میدهد بهصورت یونهای مثبت در محلول الکترولیت حل شوند. سپس جریان موجب میشود این یونهای فلزی به بستر با بار منفی منتقل شده و لایهای نازک از فلز روی سطح آن رسوب کنند.
اگر تا اینجای مطلب را مطالعه کردهاید، با فرآیند آبکاری و نحوه انجام آن آشنا شدید. در ادامه مطلب نیز به بررسی مثالها و کاربردهای این فرآیند میپردازیم.
پیشنهاد میکنیم برای مطالعه بیشتر این نوع مطالب و دسترسی همیشگی و رایگان به آنها در موبایل خود، اپلیکیشن رایگان مجله فرادرس را نصب کنید تا همیشه به مطالب مجله فرادرس دسترسی داشته باشید.
برای نصب اپلیکیشن رایگان مجله فرادرس، کلیک کنید.
همچنین، انتخاب صحیح محلول الکترولیت نیز اهمیت زیادی دارد. برخی از الکترولیتها اسید، باز، نمک فلز یا نمک مذاب فلزات هستند. در مرحله انتخاب الکترولیت برای این فرآیند باید به فرآیندهای خوردگی، مقاومت، روشنایی و بازتاب سطح فلز، سختی، قدرت مکانیکی، رسانایی و مقاومت در برابر سایش فلزات دقت کرد.
مثال فرآیند آبکاری
در قسمت قبل آموختیم فرآیند آبکاری چیست. در این فرآیند، کاتد، قطعهای است که میخواهیم روی آن آبکاری انجام دهیم و آند فلزی است که این فرآیند را انجام میدهد. با اتصال این دو الکترود به جریان مستقیم و قرار دادن آنها در محلول الکترولیت حاوی یونهای فلزی، این فرآیند انجام میشود.

برای مثال در تصویر زیر، یونهای نقره () به سطح فلز کشیده شده و روی آن قرار میگیرند. این فرآیند با استفاده از قطعهای نقره به عنوان آند و قاشق به عنوان کاتد انجام میشود. الکترونها از آند به کاتد منتقل شده و باعث کاهش یونهای فلزی در کاتد میشوند.

مراحل انجام آبکاری
یک ابکاری موفق و یکنواخت شامل مراحل و اقداماتی است که باید پیش و پس از انجام فرايند انجام شوند. برای مثال، سطح مورد نظر باید پیش از انجام این فرآیند به خوبی تمیز شود. در ادامه این مراحل را توضیح میدهیم.
آماده سازی سطح فلز
پیش از انجام این فرآیند، سطح فلز باید آماده شود تا اطمینان حاصل کنیم این فرآیند توسط آلودگیها و مواد ناخواسته روی سطح فلز مقصد با مشکل مواجه نشود. وجود آلودگی معمولا فرآیند رسوبدهی و چسبیدن آن به سطح فلز مقصد را با مشکل مواجه میکند. آماده سازی سطح فلز معمولا در سه مرحله انجام میشود. این مراحل تمیزکردن، پردازش و شست و شو است. در ادامه این مراحل را توضیح میدهیم.
تمیزکردن
تمیزکردن معملا شامل استفاده از برخی از حلالها مانند ترکیبات پاک کننده بازی، آب، یا پاک کنندههای اسیدی برای جداسازی آلودگی و روغنها از سطح فلز است.
پردازش
پردازش در مراحل آماده سازی سطح فلز، شامل بهسازی سطح با استفاده از سختسازی بخشهای مختلف فلز است.
شست و شو
شست و شو آخرین مرحله از آماده سازی سطح فلز است که آن را برای دریافت رسوبات آبکاری آماده میکند. دو شیوه کلی فیزیکی و شیمیایی برای این مرحله وجود دارند. در روش شیمیایی، از حلالهایی استفاده میشود که سطح -فعال هستند و با سطح فلز واکنش میدهند. در روش فیزیکی، از انرژی مکانیکی برای پاک کردن آلودگیهای سطح استفاده میشود. این روشها شامل ساییدن با برس یا همزدن التراسونیک است.
انجام فرآیند آبکاری
برای انجام این فرآیند باید به خوبی محلول الکترولیت و اسیدها و محلولهای مورد نیاز و همچنین مقدار ولتاژ مورد نیاز فرآیند ر بدانیم. انتخاب این پارامترها با توجه به هدف انجام این فرآیند و نوع فلزات استفاده شده میتواند متفاوت باشد.

در آبکاری، یونهای فلزی از آند (فلزی که میخواهیم پوششی از آن را داشته باشیم) به سمت کاتد (سطح بستر) حرکت کرده و با کاهش روی آن رسوب می کنند.
پس از انجام آبکاری
پس از اتمام این فرآیند ممکن است نیازی به انجام برخی از فرآیندهای مکانیکی یا متالورژیکی برای یکدست شدن سطح آبکاری باشد. همچنین، شست و شوی سطح پس از انجام آبکاری نیز ضروری است.
عوامل موثر بر کیفیت آبکاری
عوامل مختلفی میتوانند بر کیفیت آبکاری اثر بگذارند. این عوامل شرایط محلول تهیه شده (حمام)، محل قرار گیری آند و کاتد و مقدار ولتاژ جریان الکتریکی است. اثر این عوامل در ادامه توضیح داده شده است.
آماده سازی سطح
آمادهسازی سطح بستری که قرار است آبکاری شود یکی از مهمترین عوامل موثر بر کیفیت این فرآیند است. این سطح باید ابتدا به خوبی تمیز شده و تمامی آلودگیها، اکسیدها و ناخالصیها از سطح آن جدا شود. با آمادهسازی صحیح سطح بستر، لایه رسوب ایجاد شده بر روی آن یکنواخت تر خواهد بود.
شرایط حمام
هم دما و هم ترکیب شیمیایی حمام بر میزان اثربخشی این فرآیند تاثیر میگذارند. ترکیب شیمیایی حمام آماده شده شامل یونهای فلزی، مواد افزوده شده، مقدار اسید و pH محلول نقش مهمی در تعیین مقدار کیفیت آبکاری دارند. همچنین، ترکیبات مختلف حمام آبکاری میتوانند بر سرعت، ضخامت، مقدار چسبندگی و ظاهر کلی فراورده این فرآیند تاثیر بگذارند.
دما و مخلوط شدگی
مقدار دمای حمام آبکاری و مقدار هم خوردگی اثر مهم و مستقیمی بر رسوبدهی فلزی و مقدار کیفیت فرآورده آبکاری دارند. تنظیم دقیق دمای مورد نیاز و اعمال هم خوردگی مناسب باعث ایجاد یک لایه یکنواخت و با کیفیت خواهد شد.
محل قرار گیری آند و کاتد
فاصلهای که فلز حلشده باید طی کند بر میزان موفقیت آبکاری اثر دارد.
مقدار ولتاژ جریان الکتریکی
هم مقدار ولتاژ و هم مدتزمان اعمال جریان الکتریکی نقش مهمی در کارایی این فرآیند دارند.
فرآیندهای پس از آبکاری
پس از اتمام این فرآیند، باید فرآیندهایی مانند شست و شو، خشک کردن واعمال پوششهای محافظتی بر مقدار کیفیت و دوام فرآورده اثر مهمی دارند. انجام صحیح این فرآیندها میتواند باعث بهبود مقاومت در برابر خوردگی، ظاهر و خواص دیگر آن شود.
آند و کاتد چیست؟
آند و کاتد، الکترودهای (معمولا فلزی) موجود در پیل الکترشیمیایی تشکیل شده برای انجام این فرآیند هستند. آند الکترود مثبت این پیلها و کاتد الکترود منفی این پیلها است. کاتد جایی است که واکنش الکتروشیمیایی کاهش انجام میشود. در آند نیز واکنش الکتروشیمیایی اکسایش انجام میشود.
در این فرآیند، فلز مورد نظر برای ایجاد لایه آبکاری، از آند در محلول الکترولیت حل شده و با کمک جریان الکتریکی روی تیغه کاتد مینشیند. آند به جریان مسقیم وصل شده و اتمهای فلزی در آن با کمک جریان الکتریکی اکسید شده و در محلول حل میشوند. در کاتد، یونها و اتمهای فلزی حل شده کاهش یافته و فلز مورد نظر روی تیغه آن مینشینند.
فلزات استفاده شده در فرآیند آبکاری
فلزات استفاده شده در این فرآیند میتوانند در چند دستهبندی کلی جای گیرند. این دستهها شامل موارد زیر است.
- پوشش فداشونده
- پوشش تزئینی
- پوشش کاربردی
- فلزات فرعی
- پوشش فلزی غیرعادی
- پوشش آلیاژی
در ادامه هر یک از این موارد را توضیح میدهیم.
پوشش فدا شونده
این روش برای استفاده در برابر خوردگی انجام میشود. فلز استفاده شده در این نوع پوشش از نوع فداشونده است و در واکنشهای مختلف از بین میرود اما سطح فلز (ماده) آبکاری شده سالم باقی میماند. روی و کادمیم از این نوع فلزات هستند.
پیشنهاد میکنیم برای آشنایی بیشتر با این پوشش و کاربردهای آن، مطلب حفاظت کاتدی مجله فرادرس را مطالعه کنید.
پوشش تزئینی
پوشش تزيینی برای بهبود ظاهر قطعات و استفاده از آنها در زیورآلات - تزئینات انجام میشود. فلزاتی مانند مس، نیکل، کروم، روی و قلع از این نوع هستند.
پوشش کاربردی
این فلزات بسته به کاربرد فلز و در موقعیتهای خاص بسته و ویژگیهایی که مد نظر هستند انجام میشوند. برای مثال، فلزاتی مانند طلا، نقره، پلاتین، قلع، سرب، روتنیم، رودیم، پالادیم، اوسمیم و ایردیم از این نوع هستند.
فلزات فرعی
فلزاتی ماند آهن، کبالت و ایندیم به راحتی آبکاری میشوند و بر روس سطح دیگر قرار میگیرند. اما این فلزات به ندرت در این فرآیند استفاده میشوند.
پوشش فلزات غیر معمول
این فلزات فلزاتی هستند که از دسته قبلی (فلزات فرعی) نیز کمتر در این فرآیند استفاده میشوند. استفاده از این فلزات ممکن است بسته به نیاز و در شرایط خاص انجام شود. این فلزات، آرسنیک، آنتیموان، بیسموت، منگنز، رنیم، آلومینیوم، زیرکونیم، تیتانیم، هافنیم، وانادیم، نئوبیم، تالیم، تنگستن و مولیبدن هستند.
پوشش آلیاژی
آلیاژ، ترکیبی است که خواص فلزی دارد و از ترکیب دو یا چند فلز تشکیل شده است. این پوششها معمولا با استفاده از این فرآیند، دو فلز بر روی یک سطح انجام میشوند. برخی از رایجترین پوششهای آلیاژی در ادامه معرفی شدهاند.
- طلا - مس - کادمیم
- روی - کبالت
- روی - آهن
- روی - نیکل
- برنج (مس - روی)
- برنز ( مس - قلع)
- قلع - روی
- قلع - نیکل
- قلع - کبالت

مثال فلزات آبکاری
قیمت، ترکیب محلول و نتیجه موردنظر از عوامل اصلی در تعیین مناسبترین فلز برای آبکاری هستند. بسته به این عوامل، فلزاتی مانند مس، روی، قلع، نیکل، طلا، نقره و پالادیم در این فرآیند استفاده میشود. در ادامه روند استفاده از هریک از این فلزات در آبکاری را توضیح میدهیم.
مس
فلز مس اغلب به دلیل رسانایی و مقاومت حرارتی در این فرآیند بهکار میرود. از این فلز برای بهبود چسبندگی میان لایههای مختلف مواد نیز استفاده میشود.
روی
فلز روی بهطور قابلتوجهی در برابر خوردگی مقاوم است. معمولا روی را با فلزات دیگر آلیاژ میکنند تا این ویژگی تقویت شود. بهعنوان مثال، زمانی که این فلز با نیکل آلیاژ شود، در برابر خوردگی مقاومت ویژهای پیدا میکند.
قلع
این فلز براق با ظاهر مات، قابلیت لحیمپذیری بسیار بالا و مقاومت عالی در برابر خوردگی دارد و از نظر زیستمحیطی نیز مناسب است. همچنین در مقایسه با بسیاری از فلزات دیگر مقرونبهصرفهتر است.
نیکل
نیکل مقاومت سایشی بسیار خوبی دارد که میتوان آن را با عملیات حرارتی افزایش داد. آلیاژهای نیکل نیز ارزشمند هستند و مقاومت عناصر، سختی و رسانایی مطلوبی ارائه میدهند. روکش نیکل شیمیایی (Electroless Nickel) نیز به دلیل مقاومت در برابر خوردگی، خاصیت مغناطیسی، اصطکاک کم و سختی استفاده میشود.
کروم
آباری کروم به دلیل سختی بسیار بالای این فلز، مقاومت در برابر ساییدگی و جلوه براق آن استفاده میشود. از این آبکاری در صنایع خوردروسازی، و شیرآلات استفاده میشود.
طلا
فلز طلا فلزی گرانبها است و مقاومت بسیار بالایی در برابر خوردگی، تغییر رنگ و سایش دارد و به دلیل رسانایی و ظاهر زیبای خود بسیار مورد استفاده قرار میگیرد.
نقره
نقره به اندازه طلا در برابر خوردگی مقاوم نیست، اما انعطافپذیری و چکشخواری بسیار بالا دارد، در برابر ساییدگی تماسی مقاوم است و ظاهر زیبایی دراد. همچنین در کاربردهایی که نیاز به رسانایی الکتریکی و حرارتی وجود دارد، جایگزینی برای طلا محسوب میشود.
پالادیم
این فلز براق اغلب بهجای طلا یا پلاتین استفاده میشود، زیرا سختی، مقاومت در برابر خوردگی و جلای بسیار خوبی دارد. وقتی با نیکل آلیاژ شود، سختی و کیفیت آبکاری آن بهطور چشمگیری افزایش پیدا میکند.

اسید استفاده شده در فرآیند آبکاری
در فرآیندهای آبکاری الکتروشیمیایی و آبکاری فلزات، متانسولفونیک اسید استفاده میشود. برای فرآیند رسوبدهی الکتروشیمیایی قلع و لحیم قلع - سرب موجود روی قطعات الکترونیکی، از اسید فلوروبوریک استفاده میشود.
انواع فرآیند آبکاری
چندین روش مختلف برای انجام این فرآیند وجود دارد و هر یک میتواند در کاربردهای گوناگون مورد استفاده قرار گیرد. برخی از این انواع آبکاری در ادامه توضیح داده شده است.

آبکاری انبوه
در آبکاری انبوه، تعداد زیادی از قطعات در استخری از حمام آبکاری قرار میگیرند. آبکاری انبوه (Mass Plating) برای قطعات دارای جزئیات مناسب نیست زیرا سطح آنها را در برابر خراشیده شدن و گره خوردگی محافظت نمیکند. با این حال این روش برای آبکاری حجم زیادی از قطعات بسیار کارآمد است.
آبکاری بشکه ای
آبکاری بشکهای (Barrel plating)، یکی از روشهای آبکاری انبوه است که برای روکشدادن مجموعههای بزرگی از قطعات کوچک بهکار میرود. در این فرآیند، قطعات داخل یک بشکه حاوی محلول الکترولیت قرار میگیرند. این فرآیند در حالی انجام میشود که بشکه میچرخد و قطعات را به حرکت درمیآورد تا پوشش نهایی یکنواختی ایجاد شود. این روش برای قطعات کوچک و مقاوم بسیار مناسب است و درعینحال راهکاری ارزان و کارآمد ارائه میدهد.
آبکاری رک
آبکاری قفسهای (رک) (Rack electroplating) که با نام آبکاری سیمکشی نیز شناخته میشود، گزینه مناسبی برای روکشدادن مجموعههای بزرگی از قطعات است. در این روش، قطعات روی یک رک سیمی قرار میگیرند تا هر قطعه بتواند بهطور مستقیم با منبع تغذیه الکتریکی تماس داشته باشد. با وجود هزینه بالاتر، این روش برای قطعات ظریف که امکان آبکاری بشکهای ندارند، انتخابی مناسب است.

آبکاری رک برای قطعات حساس به جریان الکتریسیته یا قطعات با شکل نامنظم دشوارتر است.
آبکاری شیمیایی
آبکاری شیمیایی (Electroless plating) که به آبکاری خودکاتالیتی یا آبکاری الکترولس نیز شناخته میشود، فرآیندی مشابه رسوبدهی الکتریکی دارد اما جریان الکتریکی مستقیم به قطعه اعمال نمیشود. در عوض، فلز روکش در اثر یک واکنش شیمیایی حل شده و روی سطح رسوب میکند. این روش برای قطعاتی که با جریان الکتریکی ناسازگارند مفید است، اما نسبت به سایر روشها هزینه بیشتری دارد و بازده کمتری دارد.
آبکاری مداوم
آبکاری مداوم (Continuous plating) روشی است که برای آبکاری قطعههای بلند مانند لولهها و سیمها از آن استفاده میشود. در این روش، قطعه مورد نظر با سرعت یکنواخت و ثابتی از درون یک حمام الکتروشیمیایی عبور داده میشود. مقدار کیفیت فرآورده نهایی این فرآیند را با استفاده از تغییر پارامترهای مختلف این فرآیند و مدت زمان عبور قطعات از داخل حمام، تنظیم میکنند. پیشنهاد میکنیم برای آشنایی بیشتر با این روشها و مبانی آنها، فیلم آموزش الکتروشیمی کاربردی فرادرس که لینک آن در ادامه آورده شده است را مشاهده کنید.

کاربردهای آبکاری چیست؟
آبکاری اغلب برای بهبود ظاهر یک ماده پایه به کار میرود، این فناوری در صنایع مختلف برای اهداف دیگری نیز استفاده میشود. این کاربردها شامل موارد زیر است:
- ایجاد ضخامت
- محافظت از بستر
- ایجاد ویژگیهای سطحی
- بهبود ظاهر
در ادامه میآموزیم مفهوم این کاربردهای آبکاری چیست.

ایجاد ضخامت
این فرآیند معمولا برای افزایش تدریجی ضخامت یک بستر از طریق اعمال لایههای نازک متوالی استفاده میشود.
محافظت از بستر
لایههای آبکاریشده بهعنوان پوششهای فداشونده عمل میکنند. به این معنا که وقتی قطعه در معرض محیطهای مخرب قرار میگیرد، ابتدا لایه روکششده دچار تخریب میشود و بدین ترتیب از ماده پایه در برابر آسیب محافظت میکند.
ایجاد ویژگیهای سطحی
آبکاری این امکان را فراهم میکند که بستری که روی آن ابکاری انجام میشود، خواص فلزی ماده آبکاری کننده را دریافت کند. برای مثال، برخی فلزات در برابر خوردگی محافظت میکنند، رسانایی الکتریکی را بهبود میدهند، اصطکاک را کاهش میدهند یا سطح را برای چسبندگی بهتر رنگ آماده میکنند. هر فلز ویژگیهای متفاوتی به سطح میبخشد.
بهبود ظاهر
آبکاری همچنین بهطور گسترده برای بهبود ظاهر یک بستر استفاده میشود. این کاربرد میتواند شامل آبکاری با فلزی زیبا از نظر ظاهری یا عمال لایهای برای افزایش یکنواختی و کیفیت سطح باشد. از سایر کاربردهای این فرآیند میتوان به افزایش مقاومت در برابر سایش، افزایش مقدار هدایت الکتریکی، به حداقل رساندن سایش و بهبود یکنواختی سطح اشاره کرد.
موفقیت یک فرآیند آبکاری با تنظیم شرایط مختلف آن مانند غلظت الکترولیت، دما، مقدار pH، و همزدن محلول است. این عوامل بر مقدار سرعت رسوبدهی و کیفیت لایه ایجاد شده تاثیرگذارند.
مثال فرآیند آبکاری
یکی از مثالهای سادهاین فرآیند، فرآیند آبکاری مس است. در این فرآیند فلزی که روی سطح دیگر نشانده میشود، فلز مس بوده و به همین دلیل آند (قطب مثبت) نیز باید از جنس فلز مس باشد. محلول الکترولیت که آند و کاتد در آن قرار میگیرند، باید شامل یونهای باشد. در این فرآیند فلز مس از آند جدا شده و در محلول حل میشود. با کمک جریان الکتریکی روی کاتد کاهش یافته رو روی آن مینشیند. نیمواکنشهای اکسایش و کاهش این فرآیند در ادامه نشان داده شده است.
آند:
کاتد:
در جدول زیر برخی از فرآیندهای آبکاری رایج مشخص شده است. در این جدول فلز آبکاری فلزی است که آند آن در محلول الکترولیت قرار میگیرد. محلول الکترولیت نیز در این قسمت مشخص شده است. همچنین کاربرد این این فرآیند نیز برای هر مورد مشخص شده است.
| فلز آبکاری و الکترولیت | کاربرد |
| مس: در محلول مس سولفات و سولفوریک اسید | چاپ برقی |
| نقره: در محلول نقره سیانید، پتاسیم سیانید، پتاسیم کربنات | ساخت جواهرات |
| طلا: با الکترود طلا، کربن، نیکل، کروم در محلول طلا سیانید، پتاسیم سانید و سدیم فسفات | جواهرات |
| کروم: با الکترود سرب در محلول اکسید کروم (ااا) و سولفوریک اسید | قطعات اتوموبیل |
| روی: در محلول روی سیانید، سدیم سیانید، سدیم هیدروکسید، سدیم کربنات و آلومینیوم سولفات | آهن گالوانیزه |
| نیکل: در محلول نیکل سولفات، نیکل کلرید و بوریک اسید | صفحات پایه کرومی |
| قلع: در محلول اسید سولفوریک، قلع و اسید سولفوریک - کروزول | قوطیهای آبکاری قلع |
در ادامه برخی دیگر از مثالهای این فرآیند را توضیح میدهیم.
آبکاری مس در نیمه هادی ها
از بسیاری از فلزات مختلف و آبکاری آنها در صنایع الکترونیک استفاده میشود. استفاده از آبکاری مس در این تجهیزات و صنایع معمولا برای افزایش توانایی نیمههادیها و مدارها برای رسانایی الکتریکی استفاده میشود.
آبکاری نیکل روی هارد درایو
نیکل یک فلز مغناطیسی است که یکی از ویژگیهای مهم در هارد درایوها است. این درایوها به خاصیت مغنناطیسی قوی نیاز دارند تا بتوانند اطلاعات دیسک را بخوانند به همین دلیل از آبکاری نیکل در این قطعات استفاده میشود.
آبکاری پالادیم در مبدل کاتالیستی
آبکاری پالادیم به صورت گسترده در صنایع خودروسازی استفاده میشود. پالادیم میتواند هیدروژن اضافه حین فرآیند تولید مبدل کاتالیستی (که باعث تخریب عملکرد کاتالیست میشود) را جذب کند. آبکاری پالادیم بر روی این قطعات باعث افزایش کارایی این مبدلها میشود.
مزایای آبکاری
با استفاده از تکنیکهای آبکاری میتوان خواص ویژهی برخی از فلزات را بدون هزینه بسیار بالا، به بسترهای کمهزینهتر مانند پلاستیک و فولاد داد. این تکنیک میتواند از سطح فلزات در برابر خوردگی محافظت کرده، ظاهر فلزات را بهبود داده و بر مقدار رسانایی الکتریکی، مقاومت حرارتی و مقدار سختی آنها اثر بگذارد. در ادامه هر یک از این مزایای این فرآیند را توضیح میدهیم.

محافظت در برابر خوردگی
آبکاری یک لایه محافظ روی بستر ایجاد میکند و آن را در برابر شرایط محیطی محافظت میکند. در برخی موارد، این لایه میتواند در برابر خوردگی ناشی از محیط جوی مقاومت ایجاد کند. این ویژگی بهطور ویژه برای قطعات صنعتی سودمند است، زیرا دوام آنها را در شرایط سختتر افزایش میدهد و در نتیجه نیاز به تعویض آنها کمتر میشود.
بهبود ظاهر
لایه خارجی قطعات معمولا با لایههای نازکی از فلزات گرانبها آبکاری میشوند تا براقتر و جذابتر دیده شوند. این کار بدون افزایش زیاد هزینهها، زیبایی ظاهری را بالا میبرد و باعث میشود قطعات زیباتر با قیمت مناسبتری عرضه شوند. همچنین آبکاری الکتریکی از کدر شدن ظروف نقره جلوگیری میکند و دوام و زیبایی آنها را در طول زمان افزایش میدهد.
رسانایی الکتریکی
آبکاری با نقره یا مس، رسانایی الکتریکی قطعات را بهتر میکند و راهی موثر و مقرونبهصرفه برای افزایش رسانایی در تجهیزات الکترونیکی و قطعات الکتریکی است.
مقاومت حرارتی
برخی فلزات مثل طلا و روی - نیکل در برابر دمای بالا مقاوم هستند و باعث میشوند زیرلایه (بستر) در برابر آسیب حرارتی دوام بیشتری داشته باشد. این ویژگی طول عمر قطعات آبکاریشده را افزایش میدهد.
بهبود سختی
آبکاری الکتریکی معمولا برای افزایش استحکام و دوام مواد بهکار میرود و آنها را در برابر فشار یا استفاده زیاد مقاومتر میکند. این ویژگی باعث میشود قطعات دیرتر خراب شوند و کمتر نیاز به تعویض داشته باشند.
برخی مزایای آبکاری فلزات به نوع فلز بستگی دارد. برای مثال، آبکاری نیکل باعث کاهش اصطکاک میشود و سایش قطعه را کم کرده و عمر آن را افزایش میدهد. آلیاژهای روی - نیکل برای جلوگیری از ایجاد برجستگیهای تیز هنگام ساخت استفاده میشوند، زیرا این برجستگیها میتوانند باعث آسیب به قطعه شوند.
مس نیز در بسیاری موارد به عنوان لایه زیرین کاربرد دارد، زیرا چسبندگی لایههای فلزی بعدی را بهتر کرده و کیفیت سطح قطعه نهایی را افزایش میدهد.
محدودیت آبکاری
این فرآیند با برخی از فلزات و برای برخی از قطعات گاهی با محدودیتهایی روبه رو میشود و ممکن است فرآیندی به صرفه و پربازده نباشد. برای مثال، پیچیدگی فرآیند، مدت زمان مورد نیاز طولانی و ناپایداری سطح آبکاری شده ایجاد شده و زیانهای زیست محیطی میتوانند از محدودیتها و معایب این روشها باشند.

در ادامه این موارد را توضیح میدهیم.
فرآیند پیچیده
این فرآیند در عین ساده بودن میتواند پیچیدگیهای خاصی را داشته باشد. برای مثال، تمامی پارامترهای این فرآیند باید از پیش تعیین شود تا بتوان یک سطح آبکاری شده با خواص و ویژگیهای مورد نظر را به دست آورد. وجود خطا و اشتباه در بررسی این موارد میتواند به خرابی محصول نهایی و کیفیت و کارایی پایین قطعات آبکاری شده بیانجامد.
مدت زمان طولانی آبکاری
در برخی از موارد، این فرآیند ممکن است فرآیندی بسیار وقتگیر باشد. سرعت رسوبدهی الکتریکی میتواند با افزایش مقدار انرژی الکتریکی اعمال شده یا افزایش غلظت الکترولیت، افزایش یابد. اما در صورت انجام این تغییرات، رسوب تشکیل شده بر روی بستر ممکن است ساختاری غیر یکنواخت داشته باشد.
خطرات زیستی
برخی از فرآیندهای آبکاری مانند آبکاری کروم، پسماندهایی دارند که برای طبیعت و زندگی گیاهان و جانوران آسیبزا هستند.
کاربردهای آبکاری
آبکاری فلزات در صنایع بسیار متنوعی به صورت گسترده استفاده میشود. محصولات آبکاری شده در بسیاری از این صنایع استفاده میشوند. در ادامه برخی از این موارد را معرفی میکنیم.

خودروسازی
این فرآیند معمولا در صنعت خودرو برای جلوگیری از خوردگی در شرایط محیطی سخت بهکار میرود. آبکاری روی - نیکل از تشکیل زنگ آهن و خوردگی فلزات جلوگیری میکنند، در حالی که آبکاری نیکل بدون برق جایگزینی مناسب برای کروم در مبدلهای کاتالیزوری و قطعات پلاستیکی است.
صنعت الکترونیک
در صنعت الکترونیک اغلب از آبکاری طلا برای رسانایی استفاده میکنند و آن را روی نیمههادیها و مبدلها اعمال میکنند. طلا همچنین بهخاطر مقاومت در برابر خوردگی در این صنعت ارزشمند است.
آبکاری مس نیز فلز دیگری است که معمولا در این صنعت استفاده میشود و زمانی که تمرکز روی رسانایی است، جایگزین طلا محسوب میشود. آلیاژهای پلاتین نیز بهطور معمول بهعنوان پوشش محافظ روی تجهیزات و قطعات الکترونیکی استفاده میشوند.
صنعت پزشکی
صنعت تجهیزات پزشکی اغلب از آبکاری فلزی برای بهبود سازگاری زیستی قطعات، بهویژه ایمپلنتها استفاده میکند. طلا، نقره و تیتانیوم در این صنعت به دلیل سازگاری زیستی، مقاومت در برابر خوردگی، سختی و مقاومت در برابر سایش بهکار میروند.
صنایع هوافضا
این صنایع از فلز تیتانیوم برای تولید تجهیزات هواپیمایی به دلیل نسبت بالای مقاومت به وزن آن استفاده میکنند. همچنین سطوح آبکاری شده نیکل نیز در این صنایع برای جلوگیری و افزایش مقاومت در برابر سایش، استفاده میشود. از سطوح آبکاری شده مس نیز برای افزایش مقدار هدایت الکتریکی استفاده میشود.
صنایع نفت و گاز
مقاومت در برابر خوردگی یکی از مهمترین نگرانیهای صنعتگران نفت و گاز به دلیل ماهیت و طبیعت مواد پتروشیمیایی است. در این صنایع معمولا از صفحات آبکاری شده نیکل برای جلوگیری از خوردگی اتصالات و تجهیزات استفاده میشود. این فرآیند به افزایش دوام و کاربرد تجهیزات این صنایع کمک ویژهای میکند.
جواهرات و وسایل زینتی
با استفاده از این فرآیند میتوان جلوهای ویژه به بسیاری از وسایل داد. یکی از رایجترین کاربردهای آبکاری، ایجاد سطوح فلزی بر روی قطعات پلیمری ایجاد شده با پرینتر سهبعدی هستند.

تاریخچه آبکاری
در این مطلب از مجله فرادرس آموختیم آبکاری چیست. فرآیند آبکاری ابتدا توسط یک دانشمند به نام لوییگی بروناتلی (Luigi Brugnatelli) در سال ۱۸۰۵ طی فرآیند رسوبدهی الکتریکی برای آبکاری طلا کشف شد. در دهههای بعد، جان رایت (John Wright) توانست با استفاده از پتاسیم سیانید به عنوان الکترولیت برای طلا و نقره این فرآیند را انجام دهد. همچنین در سالهای بعد، دانشمندانی با نام الکینگتون (Elkington ) توانستند با استفاده از پتاسیم سانید فرآیند آبکاری طلا و نقره را با روشی قابل قبول انجام دهند. پس از آن این روش به شکلی گسترده در انگلستان انجام میشد.


بسیار سپاسگزارم از مجموعه فرادرس، که مطالب را به سادگی و با جزییات به زبان تقریبا همه فهم توضیح میدهد. این موضوع رسالت فهیمانه فرادرس و تولید کنندگان محتوا را نشان میدهد و معلوم است که هدفشان خدمت و ارتقای سطح دانش عموم است. زنده باد. شما شایسته تقدیر هستید. من هم ساده و راست و حسینی عرض کردم. واقعا ممنونم. درود پاینده باشید.
سلام ميخواستم بپرسم هزينه آبكاري يك كيلوگرم نيكل وهزينه يك كيلوگرم مس چقد در مياد؟از بين روش الكتروشيميايي و رسوب بخار شيميايي CVDكدام هزينه كمتري دارد؟
بسیاری از حمامهای مخصوص این فرآیند علاوه بر داشتن سیانیدِ فلزی که برای آبکاری در نظر گرفته شده است، سیانیدِ فلزات دیگری را نیز شامل میشوند. این سیانیدهای آزاد سبب سادگی خوردگی در بخش آند، تامین یون فلز و هدایت الکتریکی در محلول میشوند.
لطف میکنید رفرنس ایت مطلب رو ارائه کنید
کجا گفته که داخل آبکاری کروم سیانید وجود دارد؟؟؟؟!!!
با سلام؛
منابع تمامی مطالب مجله فرادرس، درصورتیکه ترجمه باشند، در انتهای مطلب و پیش از نام نویسنده ذکر شده است. همچنین، برای موضوع سوال شما میتوانید به مقاله «Pollution Prevention Technology Profile Trivalent Chromium Replacements for Hexavalent Chromium Plating» مراجعه کنید.
با تشکر از همراهی شما با مجله فرادرس
باسلام
تفاوت فرآیند آبکاری الکتروپلیتینگ با آبکاری گرم چیه ؟فقط در ضخامت پوشش فرق دارند؟یا روی خواص مکانیکی قطعه تاثیر دارند؟کدام بهتره از نظر عملکرد قطعه؟
سلام
لطفا در صورت امکان بفرمایید برای آبکاری ورق آهن معمولی با فلز کروم یا نیکل از چه الکترولیتی استفاده کنم .
پاراگراف فرآیند، سطر آخر
(سطح آند) اصلاح کنید
با سلام؛
از بازخورد شما سپاسگزاریم. متن بازبینی و اصلاح شد.
با تشکر از همراهی شما با مجله فرادرس
سلام مهندس جان ، در محلولی که حاوی یون [Au(cn)2] منفی یا همون دی سیانورات ، هست آند رو چه چیزی به جز طلا میشه گذاشت که طلا رو بتونیم راحت ازش استخراج کنیم
باسلام ممنون از سایت مفیدتو. بنده میخوام آبکاری به عنوان یه شغل شروع کنم ممنون میشم منو راهنمایی کنین. سپاس
با سلام؛
برای آشنایی با نحوه استخراج طلا پیشنهاد میکنیم مطلب «استخراج طلا با سیانوراسیون — از صفر تا صد» را مطالعه کنید.
با تشکر از همراهی شما با مجله فرادرس
چرا در فرآیند آبکاری الکتریکی نیکل راندمان صد در صد نیست
خب اگه ما آبکاری رو تو یه ظرف الکترولت انجام ندیم چه فرقی داره !؟ بالاخره مثلا تو آبکاری نقره ، در کلا نقره الکترون هاش رو به قسمت مثبت باتری میده و بهد به دست منفی باتری حرکت میکنه و الکترون میگیره و کاهش پیدا میکنه. نیازی به الکترولیت نیست به نظرم
با سلام؛
الکترولیت در این فرآیند به عنوان یک هادی عمل میکند و بدون وجود الکترولیت، این هدایت صورت نمیگیرد. برای اطلاعات بیشتر پیشنهاد میکنیم مطالب زیر را مطالعه کنید.
الکترولیت و هدایت الکتریکی — از صفر تا صد
سلول الکترولیتی — به زبان ساده
با تشکر از همراهی شما با مجله فرادرس