جوشکاری پرتو لیزر – مبانی و مقدمات
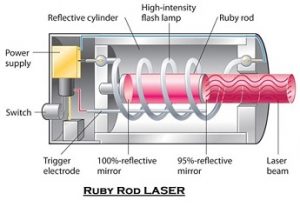
«جوشکاری پرتو لیزر» (Laser Beam Welding) یک فرآیند جوشکاری است که از پرتو لیزر برای ذوب کردن و تبخیر استفاده میکند. یک میله لیزر یاقوتی برای فرآیند ماشینکاری استفاده میشود. در این روش مواد لیزر به شکل یک میله یاقوتی جامد (به همراه کروم) است که قسمت انتهای آنها به صورت موازی با یکدیگر با طول موج (۱ / ۲۰) ساخته شده. یک سر میله کاملا بازتابنده است، در حالی که بخشی از سر دیگر حدود 80 درصد خاصیت بازتابندگی دارد. تعدادی از لامپهای فلش زنون در اطراف میله لیزر قرار میگیرند تا آن را تحریک کنند. یک محفظه استوانهای بسیار بازتابنده، میله و لامپهای فلش را احاطه کرده است و مانع ار خروج امواج تابشی میگردد.


اصول عملکرد لیزر
اگر یک اتم یا مولکول ماده لیزر به سطح انرژی E2 توسط یک منبع خارجی مانند نور، گرما یا واکنش شیمیایی برسد، به طور دائمی در آن حالت باقی نمیماند.
دیر یا زود به حالت پایدار با سطح انرژی پایین E1 میرسد و یک فوتون نور را آزاد میکند.

اجزاء لیزر
- یک مولد لیزر نیاز به سه جزء دارد:
- یک محیط فعال مثل میله لیزر یاقوت
- یک محیط تحریک (۳ سطح انرژی)
- یک حفره رزونانس مانند لامپ فلش زنون

افزایش توان لیزر
فرکانس نور منتشر شده بستگی به تفاوت در سطوح انرژی E2 ،E1 و «ثابت پلانک» (Planck’s constant) دارد. فوتون نور به گونهای آزاد میشود که به یک اتم یا مولکول دیگر ببا سطح انرژی بالا برخورد کند. در ادامه اتم یا مولکول دوم به سطح انرژی پایدار E1 باز میگردد و فوتون دیگری از نور آزاد میکند.
این دو فوتون تولید شده در طول موج، فاز، جهت و انرژی مشابهاند. این فرایند مرتبا تکرار میشود تا پرتوی پرقدرت لیزر ساخته شود. هنگامی که کریستال یاقوت شامل اکسید آلومینیوم با 0.05 درصد کروم، توسط مجموعهی از لامپهای فلاش زنون اطراف آن تحریک شوند، اتمهای کرم به سطح انرژی بالاتری میرسند. در ادامه دوباره فوتونهای نور برای پایدار شدن اتم ساطع میگردند.
هنگامی که این نور از آینه های انتهایی منعکس میشود، اتمهای بیشتری را به میدان هدایت میکند که منجر به واکنش زنجیرهای تابش تحریک شده میشود. بخشی از این نور که به طور جزئی از آینه منعکسکننده (سمت راست) فرار میکند، لیزر است. از آنجا که لیزرها طبیعت تک رنگی دارند، این نور میتواند به راحتی متمرکز شده و با یک لنز به نقطه با قطر بسیار کوچک و شدت بسیار بالاتر متمرکز شود.
بخش بزرگی از لیزرهایی که برای جوشکاری ساخته شدهاند، به طور کلی به دو لیزر حالت جامد و گاز تقسیم میشوند. لیزرهای حالت جامد مانند لیزر یاقوتی برای محیط لیزر از کریستال جامد استفاده میکنند. کریستالهای جامد توسط لامپهای فلاش زنون یا کریپتون تحریک میشوند. خروجی این لیزرها به طور معمول پالسی هستند. سرعت انرژی این واحدها ممکن است تا 2 کیلووات باشد.
از سوی دیگر لیزرهای گاز از یک لوله شیشهای استفاده میکنند که از طریق آن مخلوط گاز دیاکسیدکربن، هلیوم یا گاز نیتروژن جریان مییابد. انرژی الکتریکی به صورت مستقیم با لیزرهای گازی برای تحریک استفاده میشود. گازهایی که در محیط لیزر جریان مییابند ممکن است در بعضی موارد به منظور کاهش هزینهها بازیابی شوند. لیزرهای گاز، پیوسته با استفاده از گاز دیاکسیدکربن تا قدرت 20 کیلووات برای جوشکاری پرتو لیزر استفاده میشود.
جوشکاری با لیزرهای با قدرت بالا با پالس های طولانی انجام میشود. به طوری که فلز بدون تبخیر میتواند تا نقطه ذوب گرم شود. این فرایند ممکن است با هدایت یا نفوذ انجام شود. جوشکاری توسط هدایت با کمک گرمای هدایت شده از اتصال انجام میشود و محدود به جوشهای کم عمق است. از پرتوهای با شدت انرژی کم در این روش استفاده میگردد. در این روش، نفوذ زیاد نخواهد بود و جوش از طریق جوشکاری اتصال نزدیک سطح به دست میآید. با افزایش انرژی، چگالی گرمایی بالاتری به دست میآید که باعث خواهد شد فلز در مرکز جت لیزر با تشکیل یک سوراخ کلیدی تبخیر شود.
پس از عبور پرتو لیزر، کانال فلز مذاب متلاشی و قطعه جوش تشکیل میشود. این روش میتواند جوشکاری «یک مسیره» (single pass) را تا عمق ۱۹ میلیمتر با هزینههای بسیار پایین نسبت به روشهای معمول جوشکاری مانند «جوشکاری مقاومتی» (resistance welding) ایجاد کند.

کاربرد جوشکاری پرتو لیزر
جوشکاری پرتو لیزر میتواند برای جوشکاری آلیاژهای تیتانیوم و استیل مقاوم در برابر خوردگی که نیاز به جوشکاری با کیفیت بالا دارند، استفاده شود. در حال حاضر جوشکاری پرتو لیزر کاربرد گستردهای در «مهندسی ارتباط» (communication engineering) پیدا کرده است. از جمله، سیمهای بسیار ریز و تابلوهای مدار میکرونی که نیاز به جوشکاری دارند. این فرآیند نیز برای جوشکاری ترکیبهای مختلف فلز و همچنین جوشکاری مواد شفاف مفید است.
اگر به این مطلب علاقهمند بودید، شاید مطالب و آموزشهای زیر نیز بتوانند برای شما مفید باشند:
- ماشینکاری قوس پلاسما چیست و چه کاربردی دارد؟
- آنچه در مورد جوش قوس پلاسما باید بدانید
- آموزش متالورژی جوشکاری
**