



شمارنده و تایمر PLC – راهنمای کاربردی
قبلاً در مجله فرادرس، مجموعه آموزشهای مقدماتی PLC را ارائه کردیم. در آموزش PLC – به زبان ساده، به معرفی مقدماتی PLC و تاریخچه آن پرداختیم و بخشهای مختلف آن را نام بردیم. در مقالهای دیگر چگونگی عملکرد ماژولهای CPU و ورودی و خروجیها را بیان کردیم. بالاخره در مقاله سوم، با زبان برنامهنویسی نردبانی آشنا شدیم و مثالهایی از آن را حل کردیم. در این مقاله، شمارنده و سپس انواع تایمر PLC را معرفی میکنیم. در پایان نیز کاربرد این بخشها را با ذکر چند مثال در برنامههای کاربردی PLC خواهیم دید.



شمارنده PLC
شمارنده یا کانتر (Counter) در PLC، یک بلوک تابع است که میتواند شمارش را به صورت صعودی یا نزولی تا رسیدن به یک مقدار از پیش تعیین شده، انجام دهد. پس از رسیدن شمارش به این مقدار از پیش تعیین شده (Preset Value) که آن را با PV نشان میدهیم، خروجی این بلوک فعال میشود. شمارنده صعودی با S_CU، شمارنده نزولی با S_CD و شمارنده صعودی-نزولی با S_CUD نمایش داده میشود.
شماتیک یک کانتر صعودی-نزولی را در شکل زیر مشاهده میکنید. هر سیگنال در ورودی شمارش صعودی (CU)، مقدار فعلی کانتر (CV) را یک واحد افزایش میدهد. از سوی دیگر، هر سیگنال در ورودی شمارش نزولی (CD)، مقدار CV را یک واحد کاهش میدهد. پایه S برای تنظیم (Set) کردن مقدار PV به اندازه مقدار فعلی کانتر به کار میرود. در اینجا همه ورودیها از جنس کلید شستی هستند.

انواع تایمر PLC
دستورات تایمر PLC جزء دستورات خروجی محسوب میشوند. تایمر PLC قادر است خروجی PLC را در طول یک بازه زمانی (یا به عبارت درستتر، تعداد مشخصی از بازههای زمانی)، فعال یا غیرفعال کند. تایمرهای PLC را میتوان به پنج دسته تقسیم کرد. در ادامه با هریک از این تایمرها آشنا میشویم.
تایمر تأخیر در وصل (S_ODT)
شکل زیر، تایمر تأخیر در وصل را نشان میدهد. در این تایمر، جنس ورودی که به پایه متصل میشود، کلید است. بازه زمانی تایمر، به عنوان ورودی در پایه عمل میکند. بازه زمانی به صورت tv# در نرمافزار وارد میشود. به جای عبارت tv باید زمان را به همراه حرف که نشان دهنده ثانیه است، وارد کرد. به عنوان مثال، بازه زمانی بیست ثانیه، به صورت 20s# تعیین میشود. حداکثر بازه زمانی ممکن در تایمرها ثانیه است. برای فعال شدن تایمر تأخیر در وصل، ابتدا باید پایه برقدار شود. پس کلید زده میشود. با فعال شدن تایمر، به اندازه بازه زمانی طول میکشد تا پایه خروجی برقدار شود. از این لحظه به بعد، خروجی فعال میماند. اکنون اگر کلید ورودی قطع و یا پایه فعال شود، بلافاصله خروجی غیر فعال خواهد شد. پایههای و پایههای برای نشان دادن زمان تایمر به صورت دودویی و اعشاری به کار میروند.

نمودار ورودی و خروجی برای این تایمر به صورت زیر است. همزمان با تیغه بالا رونده در ورودی، تایمر روشن میشود. پس از سپری شدن زمان tv، خروجی فعال شده و فعال باقی میماند. در انتها نیز همزمان با تیغه پایین رونده ورودی، خروجی غیر فعال شده است.

تایمر تأخیر در قطع (S_OFFDT)
شماتیک همه تایمرها مانند تایمر تأخیر در وصل است. با این تفاوت که فقط نامگذاری تایمر تغییر میکند. جنس پایه ورودی در تایمر تأخیر در قطع، کلید شستی است. در ابتدا خروجی غیر فعال است. با زدن کلید شستی ، خروجی فعال میشود. با رها کردن کلید شستی، خروجی هنوز فعال است؛ ولی تایمر روشن میشود. اکنون پس از گذشت بازه زمانی مشخص شده در تایمر (tv) خروجی غیر فعال میشود. همچنین در هر وضعیتی میتوان با برقدار کردن پایه خروجی را غیرفعال کرد. نمودار زیر، تغییرات ورودی و خروجی را برای این تایمر PLC نشان میدهد. همانطور که مشاهده میکنید، همزمان با لبه بالا رونده در ورودی، خروجی فعال شده و پس از قطع ورودی نیز همچنان فعال مانده است. به محض فعال شدن لبه پایین رونده ورودی، تایمر PLC روشن و با گذشت زمان tv، خروجی خاموش میشود.

مثال ۱
سؤال: مداری طراحی کنید که سه ثانیه پس از زدن کلید ، خروجی فعال شده و شش ثانیه بعد از قطع کلید ، خروجی غیر فعال شود.
پاسخ: این سؤال، اساس طراحی مداری با قابلیت ایجاد تأخیر در وصل و تأخیر در قطع (On-Off Delay) است. مدار مورد نظر را در شکل زیر مشاهده میکنید. با وصل شدن کلید ، پایه ورودی تایمر S_ODT برقدار میشود. به محض اینکه مدت زمان از شروع به کار تایمر سپری شود، خروجی آن برقدار شده و برق به پایه ورودی تایمر بعدی یعنی تایمر S_OFFDT میرسد. با فعال شدن این تایمر، بلافاصله خروجی نیز برقدار میشود. حالا با گذشت دیگر، تایمر دوم و خروجیاش غیر فعال میشوند.

تایمر تأخیر در وصل، حافظهدار (S_ODTS)
در این تایمر PLC پایه ورودی از جنس کلید شستی است. فرض کنید بازه زمانی را صفر تنظیم کنیم. در این حالت، با فشردن کلید شستی ، خروجی روشن میشود و با برقدار شدن پایه ، خروجی غیرفعال میشود. اما اگر برای این تایمر، زمان tv غیر صفر تنظیم شود، پس از سپری شدن مدت زمان tv بعد از لبه بالا رونده ورودی ، خروجی فعال میشود و فعال خواهد ماند. روند تغییرات ورودی و خروجی در تایمر S_ODTS در شکل زیر نشان داده شده است. در اینجا باید به این نکته توجه کرد که لبه پایین رونده کلید شستی، در فعال یا غیرفعال بودن خروجی هیچ تأثیری ندارد.

تایمر پالس (S_Pulse)
پایه ورودی در این تایمر از جنس کلید است. با زدن کلید ، خروجی فعال و پس از گذشت زمان تعریف شده، خروجی غیر فعال میشود. به عبارت دیگر، این تایمر نیاز دارد در طول زمان تنظیم شده در tv، سیگنال ورودی وصل بماند. در هر موقعیتی، با قطع کلید یا برقدار کردن کلید شستی متصل به پایه ، خروجی خاموش خواهد شد. به تفاوت این تایمر با تایمر تأخیر در قطع توجه کنید. در تایمر پالس، به محض برقدار شدن کلید تایمر شروع به شمارش میکند. ولی تایمر تأخیر در قطع، فقط نسبت به لبه پایین رونده کلید شستی حساس است و در صورت رها نکردن کلید شستی از سوی اپراتور، فعال نمیشود. روند تغییرات ورودی و خروجی در تایمر پالس را میتوانید در شکل زیر مشاهده کنید.

تایمر تأخیر در قطع توسعه یافته (S_PEXT)
آخرین تایمر PLC که در این مقاله بررسی میکنیم، تایمر تأخیر در قطع توسعه یافته نامیده میشود. در این تایمر، لبه ورودی از جنس کلید شستی است. با زدن کلید شستی توسط اپراتور (لبه بالا رونده)، خروجی روشن شده و بلافاصله این تایمر PLC نیز شروع به شمارش میکند. اکنون پس از سپری شدن زمان تعریف شده در tv، خروجی غیر فعال میشود. اگر قبل از اینکه شمارش این تایمر PLC به پایان برسد، کلید شستی ورودی باز هم از صفر به یک تغییر وضعیت دهد، تایمر مجدداً شمارش را از ابتدا آغاز خواهد کرد. نمودار تغییرات ورودی و خروجی را در شکل زیر مشاهده میکنید.

مثال ۲
سؤال: مداری طراحی کنید که پس از فشردن کلید شستی ، خروجی که یک نوار نقاله است، فعال شده و پس از گذشت مدت زمان ثانیه غیر فعال شود. ضمناً در هر زمان، فشردن کلید شستی ، خروجی را قطع کند.
پاسخ: این مثال را به دو روش میتوان پاسخ داد. در روش اول میتوان از تایمر پالس استفاده کرد. مدار مورد نیاز برای این مثال را در شکل زیر مشاهده میکنید. زمان تعریف شده در tv برابر ثانیه است. به محض فشردن کلید شستی ، خروجی فعال شده و تایمر PLC شروع به شمارش زمان میکند. با برقدار شدن خروجی ، تیغه متناظر آن یعنی تغییر وضعیت داده و بسته میشود. حالا با رها کردن کلید شستی ، خروجی همچنان روشن باقی میماند. هنگامی که زمان تعریف شده ثانیه به پایان برسد، خروجی غیرفعال میشود. همچنین در هر زمانی میتوان با فشردن کلید خروجی را متوقف کرد. بدین ترتیب که با فشردن کلید ، برق به خروجی نمیرسد. با غیرفعال شدن خروجی ، تیغه متناظر با آن () نیز تغییر وضعیت داده و باز میشود. حال، کلید شستی را رها میکنیم. میدانیم تیغههای و هر دو باز هستند. در نتیجه مدار قطع شده و خروجی غیرفعال باقی میماند.

در روش دوم از تایمر تأخیر در قطع توسعه یافته (S_PEXT) استفاده میکنیم. از آنجایی که برای فعال شدن این نوع تایمر PLC فقط به لبه بالا رونده سیگنال ورودی نیاز است، قرار دادن کلید توقف به صورت سری، تأثیری ندارد. در نتیجه فقط از تعریف تایمر S_PEXT استفاده میکنیم. به شکل زیر توجه کنید.
مثال 3
سؤال: مداری طراحی کنید که در بخشی از خط تولید یک کارخانه، برای بستهبندی محصولات تولیدی، روند زیر اجرا شود.
با زدن کلید شستی شروع (Start)، خروجی که یک نوار نقاله است فعال شده و یک سنسور نوری، تعداد محصولات تولیدی را شمارش کند. به محض اینکه تعداد محصولات شمارش شده به عدد ۱۲ برسد، نوار نقاله به طور اتوماتیک متوقف شده و خروجی دوم که یک جک پنوماتیکی است، به مدت ۵ ثانیه فعال شود. پس از گذشت این زمان، مجدداً نوار نقاله به راه بیافتد و این روند تکرار شود. همچنین در هر وضعیتی با فشردن کلید شستی توقف (Stop)، کل سیستم متوقف شود.
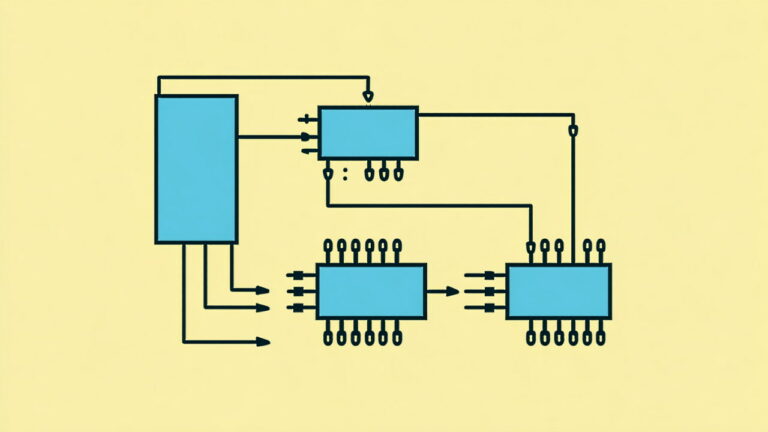
پاسخ: برای حل این مثال، مطابق شکل زیر عمل میکنیم. برای بهتر دیده شدن شکل، برخی از پارامترهای مربوط به شمارنده و تایمر PLC نشان داده نشده است.

کلید شستی نقش دکمه استارت را بازی میکند. با زدن این کلید، خروجی فعال () شده و فعال باقی میماند. با فعال شدن این خروجی، تیغههای متناظر با آن تغییر وضعیت میدهند. در نتیجه، تیغه باز در مسیر شماره ۴، بسته میشود. اکنون ورودی آماده است تا به شمارنده سیگنال ارسال کند. هر بار که محصول از مقابل سنسور نوری عبور کند، شمارنده یک عدد به مقدار شمارش شده، اضافه میکند. مقدار شمارش شده توسط شمارنده در حافظه ذخیره میشود. مقدار ذخیره شده در به عنوان ورودی در یک مقایسهگر (Comparator)، با عدد ۱۲ مقایسه میشود. به محض اینکه شمارش به عدد ۱۲ برسد، خروجی مقایسهگر، یک میشود. اکنون این سیگنال خروجی، به طور همزمان، خروجی را غیر فعال و تایمر PLC از نوع تأخیر در قطع توسعه یافته را فعال میکند.
به محض فعال شدن این تایمر، خروجی هم برقدار میشود. با برقدار شدن خروجی ، تیغههای متناظر آن تغییر وضعیت داده و از باز به بسته تغییر میکنند. پس از این که مدت زمان ۵ ثانیه سپری شود، خروجی غیر فعال شده و تیغههای متناظر با آن باز میشوند. پس از هر دو تیغه، آشکارساز لبه پایین قرار دارد. در نتیجه به محض باز شدن تیغههای یک پالس خروجی ایجاد میشود. یکی از این پالسها در مسیر شماره ۲، خروجی را مجدداً فعال میکند و پالس دیگری که در مسیر شماره ۵ ایجاد شده است، مقدار شمارنده را صفر (Reset) میکند. همچنین در هر مرحله از فرآیند، زدن کلید شستی ، نوار نقاله و شمارنده را غیر فعال خواهد کرد.
در صورت علاقهمندی به مباحث مرتبط در زمینه ابزاردقیق و اتوماسیون صنعتی، آموزشهای زیر نیز به شما پیشنهاد میشوند:
- آموزش PLC – به زبان ساده
- برنامه نویسی PLC – به زبان ساده
- سنسور و ترنسدیوسر در مهندسی برق — به زبان ساده
^^








ممنون
بسیار ساده و روان توضیح دادید . تشکر