آموزش PLC – به زبان ساده
در این مقاله از وبلاگ فرادرس قصد داریم مقدماتی از آموزش PLC را به زبان ساده ارائه دهیم. تلاش کردیم تمام مطالب را از اول شروع کنیم. پس اگر هیچ تجربه و دانشی در مورد PLC ندارید و حتی نمیدانید باید از کجا شروع کنید، باید بگوییم این آموزش PLC برای شما تدوین شده است. به این نکته توجه کنید که پیش از مطالعه این مقاله لازم است اطلاعاتی در زمینه برق صنعتی داشته باشید.


در پایان این مطلب، شما باید هر یک از قسمتهای تشکیلدهنده یک PLC را بشناسید و درک مناسبی از عملکرد و هدف هریک از آنها به دست آورید. شکل زیر نمونهای از یک سیستم PLC را نشان میدهد که روی یک پنل آموزشی نصب شده است. در این آموزش به مقدماتی در مورد PLC و تاریخچه و مفاهیم اصلی آن میپردازیم. مروری بر سیستم کنترل PLC به عنوان مغز اصلی آن خواهیم داشت. سپس ورودی و خروجیهای PLC را شرح میدهیم که وظیفه ارتباط با محیط بیرون را بر عهده دارند. دقت داشته باشید که آموزش PLC و یادگیری آن نیازمند مطالعه و کار عملی بوده و این مقاله صرفاً به دنبال معرفی این تکنولوژی پیشرفته به زبان ساده است.

PLC چیست؟
عبارت Programmable Logic Control) PLC)، مخفف مجموعه کلماتی است که عبارتند از کنترلگر منطقیِ برنامهپذیر. میتوان آن را به عنوان کامپیوتر صنعتی کوچکی در نظر گرفت که از کنار هم قرار گرفتن چندین قطعه یا ماژول تشکیل شده و هدفش کمک به کنترل فرآیندهای صنعتی است.
از این تجهیزات در کارخانهها و محیطهای صنعتی و به منظور کنترل موتورها، پمپها، چراغها، سیستمهای تهویه، ترمزهای مدار و سایر ماشینآلات استفاده میشود. برای شروع مقدماتی آموزش PLC بهتر است خلاصهای از تاریخچه آن را ارائه کنیم.
پیشنهاد میکنیم برای آشنایی بیشتر با PLC و کاربردهای آن، فیلم آموزش فرادرس که در ادامه آورده شده است را مشاهده کنید.
تاریخچه PLC
اتوماسیون صنعتی سالها قبل از ظهور اولین PLCها آغاز شده بود. در نیمه اول قرن بیستم، کنترل ماشینآلات با استفاده از مدارهایی متشکل از رلههای الکترومکانیکی انجام میشد. حجم بالای کابلها، تعداد رلهها و فضای مورد نیاز برای کنترل اتوماتیک یک فرآیند ساده، به خودیِ خود ایجاد مشکل میکرد. گاهی به منظور کنترل بخش کوچکی از فرآیند یک کارخانه، نیاز به هزاران رله بود. تصور کنید قرار باشد در چنین مدار عظیمی، تغییر کوچکی اعمال شود یا اصلاحی جزئی اتفاق بیافتد. یا در بعضی موارد خط جدیدی به کارخانه اضافه شود. در نتیجه سیستم اتوماسیون باید هر بار زیر و رو میشد. شکل زیر فقط گوشهای از این پیچیدگی را نشان میدهد.

در این مدارها، هر رله به همراه بوبین متناظرش به کار میرود. ابتدا بوبین برقدار میشود. سپس با ایجاد نیروی مغناطیسی، سوئیچ متناظر آن در حالت باز یا بسته قرار میگیرد. زمانی که برق بوبین قطع شود، سوئیچ رها شده و در حالت اولیه و استاندارد خود (باز یا بسته) قرار میگیرد.

به عنوان مثال، اگر قرار باشد روشن و خاموش شدن یک موتور الکتریکی را کنترل کنیم، کافی است یک رله در مسیر منبع تغذیه تا موتور قرار دهیم. به این رله، رله توان گفته میشود. حال تصور کنید قرار باشد فقط روشن و خاموش شدن چندین موتور را در یک کارخانه کنترل کنیم. پس به چندین رله توان نیاز داریم. از طرفی، حالا نیاز به رلههای جدیدی داریم که قبل از روشن شدن موتور، بوبین رلههای توان را برقدار کند. پس از آن، برای کنترل این بوبینها به رلههای دیگری (رله کنترل) احتیاج است. کار این رلهها، کنترل سوئیچهایی است که موتور را روشن و خاموش میکنند. میتوان از این هم فراتر رفت و باز هم پیچیدگی مطلب را بیشتر کرد. به این نکته توجه کنید که تمام این پیچیدگی فقط مربوط به تعداد معدودی موتور الکتریکی بود. احتمالاً حالا میتوانید وضعیت کنترل ماشینآلات را پیش از PLC تصور کنید.
در سال 1968 برای اولین بار، کنترلگر منطقی برنامهپذیر، جایگزین مدارهای پیچیده رلهای در محیطهای صنعتی شد. PLC طوری طراحی شده بود تا مهندسان و تکنسینهای کارخانه که از پیش با منطق عملکرد رله و کنترل آنها آشنا بودند، بتوانند به راحتی برنامهنویسی آن را انجام دهند. به همین علت، PLCهای اولیه فقط با زبان «نردبانی» (Ladder) قابل برنامهنویسی بودند. زیرا این زبان کاملاً شبیه شماتیک مدارهای کنترلی رایجی بود که تمام مهندسان با آن آشنا بودند. در این زبان برنامهنویسی که با عنوان نمودار نردبانی هم شناخته میشود، جریان الکتریسیته از سمت چپ به راست حرکت کرده و با عبور از رلههای بسته، بوبین رله متناظرش را برقدار میکند. در شکل زیر نمونهای ساده از زبان نردبانی نشان داده شده است.

همانطور که در شکل قبل مشاهده کردید، زبان نردبانی، شباهت زیادی به مدارهای کنترلی ساده دارد که ورودیها مانند سوئیچها، کلیدهای شستی و سنسورها در سمت چپ و خروجیها در سمت راست نشان داده میشوند. توانایی نوشتن برنامههای پیچیده اتوماسیون با همین زبان ساده، مسیر تبدیل مدارهای رلهای را به سیستمهای PLC هموارتر کرد. بعدها با پیشرفت PLCها و به دلیل محدودیت زبان نردبانی در نوشتن برخی منطقها، زبانهای دیگری نیز برای برنامهنویسی این سیستمهای کنترلی معرفی شدهاند که از مهمترین آنها میتوان FBD و STL را نام برد. با اینکه اولین نمونههای PLC از نظر حافظه و سرعت پردازش، با محدودیتهای زیادی مواجه بودند، ولی پیشرفتشان به سرعت اتفاق افتاد و کاستیهای آنها به زودی رفع شد. با رشد و گسترش PLCها، طراحی و پیادهسازی اتوماسیون صنعتی سادهتر شده است.
PLCها چگونه کار میکنند؟
همانطور که گفتیم، PLC کامپیوتر صنعتی کوچکی است که از ماژولهای به هم پیوسته و به منظور کنترل اتوماتیک فرآیندها به کار میرود. انتخاب درست و پیکربندی مناسب PLC از شروط لازم برای توسعه هر سیستم موفقی در اتوماسیون صنعتی به حساب میآید.
PLC از قطعات مختلفی تشکیل شده که غیر از منبع تغذیه، تقریباً سایر آنها را میتوان در سه دسته قرار داد:
- پردازنده (CPU)
- ورودیها
- خروجیها
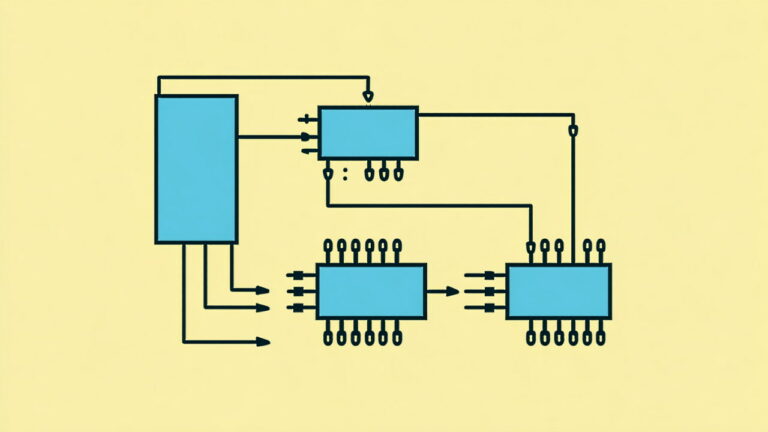
PLCها کامپیوترهای پیچیده و قدرتمندی هستند ولی عملکرد آنها را میتوان به زبان ساده توضیح داد. به این صورت که PLC ابتدا ورودیها را میگیرد. در مرحله بعد، با کمک پردازنده، عملیات منطقی روی ورودیها انجام میدهد. در پایان نیز خروجیهای مورد نیاز را تولید میکند. فلوچارت زیر، این سه مرحله را به صورت شماتیک نشان میدهد.

در ادامه این مقاله آموزش PLC و به منظور آشنایی بهتر و کاربردی با مراحل عملکرد PLC، مثالی از سیستم کنترل ماشین ظرفشویی ارائه شده است.
مروری بر سیستم کنترل ماشین ظرفشویی
میکروپردازنده به کار رفته در ماشین ظرفشویی مشابه سیستم کنترل PLC عمل میکند. در اینجا هم قسمتهای مختلف را میتوان به ورودی، خروجی و پردازنده تقسیم کرد. کلیدهای روی بدنه، سنسورهای آب و سوئیچ مربوط به باز و بسته شدن درِ ماشین، ورودیهای این سیستم هستند. برای خروجیها نیز میتوان شیرهای آب، المنتهای حرارتی و پمپها را مثال زد. اکنون چگونگی استفاده ماشین ظرفشویی از این قسمتها را مطابق مراحل زیر بررسی میکنیم.
- کاربر، کلید نوع شستشو را فشار میدهد (ورودی).
- کاربر، کلید راهاندازی را فشار میدهد (ورودی).
- پردازنده، بسته بودن درِ ماشین را تأیید میکند (ورودی).
- شیرِ آب باز میشود تا محفظه ماشین ظرفشویی از آب پر شود (فعالسازی خروجی).
- پردازنده منتظر میماند تا آب به سطح مورد انتظار برسد (ورودی).
- شیرِ آب، بسته و جریان آب قطع میشود (فعالسازی و سپس غیرفعالسازی خروجی).
- المنت حرارتی روشن میشود (فعالسازی خروجی).
- پردازنده منتظر میماند تا دمای آب به حد مورد انتظار برسد (ورودی).
- دریچه مربوط به ماده شوینده باز میشود (فعالسازی خروجی).
- پمپ آب روشن میشود (فعالسازی خروجی).
- پردازنده با توجه به نوع شستشویی که در مرحله اول انتخاب شد، زمان را محاسبه میکند (فعالسازی تایمر).
- پمپ آب خاموش میشود (غیرفعالسازی خروجی).
- المنت حرارتی خاموش میشود (غیرفعالسازی خروجی).
- شیر تخلیه، باز و آب کثیف از ماشین خارج میشود (فعالسازی خروجی).
- پردازنده، منتظر میماند تا سطح آب به حداقل برسد (فعالسازی و سپس غیرفعالسازی ورودی).
- شیر تخلیه بسته میشود (فعالسازی و سپس غیرفعالسازی خروجی).
- شیرِ آب به منظور آبکشی ظرفها باز میشود (فعالسازی خروجی).
- پمپ آب روشن میشود (فعالسازی خروجی).
- پردازنده، زمان را محاسبه میکند (فعالسازی تایمر).
- پمپ آب خاموش میشود (غیرفعالسازی).
- شیر تخلیه، باز و آب حاصل از مرحله آبکشی از ماشین خارج میشود (فعالسازی خروجی).
- پردازنده منتظر میماند تا سطح آب به کمترین حد ممکن برسد (فعالسازی و سپس غیرفعالسازی ورودی).
- شیر تخلیه بسته میشود (فعالسازی و سپس غیرفعالسازی خروجی).
- المنت حرارتی روشن میشود تا هوای داخل ماشین را گرم و در نتیجه ظرفها را خشک کند (فعالسازی خروجی).
- پردازنده، منتظر میماند تا دمای هوای داخل ماشین به مقدار مورد نظر برسد (فعالسازی ورودی).
- پردازنده، زمان را محاسبه میکند (فعالسازی تایمر).
- المنت حرارتی خاموش میشود (فعالسازی و سپس غیرفعالسازی خروجی).
شماتیک تمام این مراحل را میتوانید به طور خلاصه در شکل زیر مشاهده کنید.

ماژولهای ورودی و خروجی (Input/Output)
در مثال قبل با چگونگی ارتباط ورودی، پردازنده و خروجی در یک سیستم واقعی آشنا شدیم. معمولاً ورودیها و خروجیها را به صورت مخفف و با عبارت نشان میدهند. در مثال ماشین ظرفشویی، تمام ورودیها از نوع گسسته یا دیجیتال بودند. یعنی توانستیم به همه آنها تنها دو مقدار صفر (خاموش یا غیرفعال) و یک (روشن یا فعال) اختصاص دهیم. رایجترین نوع ورودی و خروجی در PLC نیز همین نوع دیجیتال است. همانطور که میدانید، در همین مثال نیز میتوانستیم برای اندازهگیری دما یا میزان باز شدن شیرها از مقادیر آنالوگ هم استفاده کنیم. یعنی به جای دو وضعیت کاملاً بسته و کاملاً باز برای شیرها، وضعیتی مانند ۲۰٪ باز یا ۸۰٪ بسته داشته باشیم. در واقع همیشه PLCها با طیف وسیعی از های دیجیتال و آنالوگ سر و کار دارند و هر دوی این مقادیر از اهمیت بالایی برخوردارند. در این مقاله آموزش PLC، برای سادگی بیشتر توضیحات از کمیتهای آنالوگ صرف نظر شد.
در مقالات بعدی که برای آموزش PLC تدوین خواهد شد، به ورودی و خروجیهای آنالوگ هم خواهیم پرداخت. زیرا در مثالها و سیستمهای واقعی با هر دو نوع آنالوگ و دیجیتال سر و کار خواهیم داشت. تا اینجا باید تا حدی با ماهیت PLCها و تاریخچه آن آشنا شده باشید؛ بخشهای اصلی یک سیستم PLC را تشخیص دهید و بتوانید چگونگی عملکرد آنها را به طور خلاصه توضیح دهید. برای ادامه آموزش PLC و کسب اطلاعات بیشتر در زمینه ماژولهای پی ال سی، جزئیاتی در مورد پردازنده و همچنین ماژولهای ورودی و خروجی میتوانید به این صفحه مراجعه کنید.
در صورت علاقهمندی به مباحث مرتبط در زمینه مهندسی برق و کنترل صنعتی، آموزشهای زیر نیز به شما پیشنهاد میشوند:
- فلومتر (Flowmeter) – از صفر تا صد
- ماژول های PLC – به زبان ساده
- برنامه نویسی PLC – به زبان ساده
- سنسور و ترانسدیوسر در مهندسی برق — به زبان ساده
- اسیلاتور LC — به زبان ساده
^^