



ماژول های PLC – به زبان ساده
در این مقاله از فرادرس قصد داریم توضیحاتی در مورد ماژولهای CPU و ورودی و خروجی در PLC ارائه دهیم. از آنجایی که قرار است در این مطلب به مفاهیم تئوری و منطق عملکرد این ماژولها پرداخته شود، فعلاً از ماژول منبع تغذیه صرف نظر کردهایم. در قسمت قبل، ماهیت PLC و تاریخچه آن معرفی شد. همچنین مثالی واقعی از مراحل ارتباط بین ورودیها، پردازنده و خروجیها مورد بررسی قرار گرفت. اگر هنوز قسمت قبلی این آموزش را مطالعه نکردهاید، لطفاً ابتدا به آموزش PLC - به زبان ساده مراجعه کنید. در مقاله حاضر، نگاهی دقیقتر به ماژول های PLC میاندازیم. ابتدا ماژول واحد پردازنده مرکزی یا همان CPU را معرفی میکنیم. در ادامه نیز ماژولهای ورودی و خروجی را شرح خواهیم داد. به این نکته توجه کنید که در ادبیات رایج امروز در اتوماسیون صنعتی، عبارتهای پردازنده، کنترلر و CPU به طور مکرر به جای یکدیگر مورد استفاده قرار میگیرد و منظور از همه آنها یکیست.



ماژول های PLC - پردازنده
همانطور که در مطلب قبلی آموزش PLC اشاره کردیم، تقریباً تمام ماژول های PLC (غیر از منبع تغذیه) را میتوان در یکی از دستههای پردازنده، ورودیها و خروجیها طبقهبندی کرد. همچنین توضیح دادیم که این سه قسمت چطور با یکدیگر همکاری میکنند. در این بخش قصد داریم روی CPU تمرکز کنیم.
CPU یا پردازنده، قسمتی از PLC است که حافظه و منطق برنامه در آن نگهداری میشود. شکل زیر دو نمونه از پردازندههای رایج در صنعت را نشان میدهد که محصول شرکت زیمنس (Siemens) هستند.

مقایسه CPU با مغز انسان
ماژول CPU، به عنوان مغز سیستم PLC شناخته میشود. با اینکه که از نظر پیچیدگی، هیچ سیستمی به پای مغز انسان نمیرسد، ولی میتوان از برخی جنبهها CPU را با مغز انسان نیز مقایسه کرد. در این بخش قصد داریم با کمک مغز انسان، عملکرد CPU را بهتر درک کنیم. منطق، حافظه و ارتباطات PLC، همگی درون CPU نگهداری میشوند. مغز انسان نیز تقریباً همینطور عمل میکند. تصمیمات منطقی میگیرد. محل نگهداری حافظه است. و بالاخره اینکه با سایر اعضای بدن و انسانهای دیگر ارتباط برقرار میکند.
منطق
اولین گام به منظور اجرای اتوماسیون در ماشینآلات به کار رفته در یک کارخانه، نوشتن برنامه است. این برنامه، داخل CPU ذخیره میشود. در مطلب آموزش PLC - به زبان ساده، منطق برنامه نوشته شده برای پردازنده ماشین ظرفشویی را مرور کردیم. پردازنده، حالتهای مربوط به ورودیهای مختلف را دریافت میکند. با توجه به منطق پیاده شده در برنامه، عملیات لازم را انجام میدهد. در پایان نیز خروجیهای مختلف را فعال یا غیرفعال میکند. منطق برنامه نوشته شده در PLC هم به همین شیوه عمل میکند. بار دیگر به سراغ مقایسه PLC با مغز میرویم. مغز، سیگنالهای ورودی را از طریق حواس پنجگانه دریافت میکند. براساس برنامهای که در خود ذخیره کرده است، تصمیم میگیرد. سپس کارهایی مانند قدم زدن، لذت بردن و صحبت کردن انجام میدهد.
حافظه
حافظه پردازنده، معمولاً داخل CPU قرار میگیرد و محلی است که دادهها و برنامهها، چه به صورت موقت و چه به صورت دائم، در آن ذخیره میشوند. این حافظه مشابه حافظه یک کامپیوتر رفتار میکند (RAM یا ROM) و میتوان دادهها را بر روی آن نوشت یا از روی آن خواند. به نقش حافظه در انسان توجه کنید. مغز، اطلاعات را به صورت موقت یا دائم ذخیره میکند. سپس انسان قادر است کارهایی را مانند دوچرخهسواری، با یادآوری از روی حافظه انجام دهد.
ارتباطات
هر پردازنده PLC، بستر ویژهای را برای ارتباطات فراهم میکند. ارتباطات انجام شده توسط پردازنده PLC، معمولاً شامل یک یا تعدادی از موارد زیر است:
- ارتباط با کامپیوتر برنامهریزی از طریق یک پورت سریال یا USB روی ماژول پردازنده
- ارتباط با ماژولهای ورودی و خروجی () از طریق رابط تعریف شده
- ارتباط با سایر PLCها و تجهیزات اتوماسیون صنعتی از طریق اترنت یا سایر انواع شبکه
این سه مورد نیز با عملکرد مغز انسان قابل توضیح است. مورد اول مانند ارتباط مغز با تجربههای ثبت شده در حافظه یا مشابه رابطه یادگیرنده شاگرد از معلمش است. مورد دوم را میتوان مشابه ارتباط مغز با اعضای بدن مانند چشم، دست و پا در نظر گرفت. به عنوان مثالی از مورد آخر هم میتوان ارتباط بین چند انسان (مانند صحبت کردن) را مثال زد.
اجازه دهید مراحل عملکرد مغز انسان را با سه مرحله زیر مثال بزنیم:
- مغز، از طریق چشم (ورودی) متوجه میشود جعبهای روی زمین افتاده است.
- پس از آن، مغز یک سری تصمیمات منطقی را بررسی میکند تا متوجه شود چرا جعبه باید از روی زمین برداشته شود. بدین منظور به حافظههای ثبت شده رجوع میکند.
- در نهایت، مغز به دستها و پاها دستور میدهد تا جعبه را از سر راه بردارند.
مغز انسان، پیچیدگی، قدرت و تطبقپذیری بسیار بیشتری نسبت به PLC دارد. ولی باز هم میتوانید شباهتهای زیادی بین این دو سیستم کنترل پیدا کنید. PLCها طوری برنامهریزی میشوند تا با همکاری تجهیزات مکانیکی کارهایی را انجام دهند. در نتیجه وظایفی را انجام میدهند که قبلاْ باید توسط نیروی انسانی و به صورت دستی انجام میشد. قطعاً هرچه در یادگیری PLC پیش بروید، حجم اطلاعات نیز بیشتر خواهد شد. تا اینجا با عملکرد پردازنده به عنوان یکی از ماژول های PLC آشنا شدید. همچنین، همواره نقش عملکرد مغز انسان را در درک بهتر ماهیت و منطق CPU به یاد داشته باشید.
ماژول های PLC - ورودی و خروجی
در بخش قبل، پردازنده به عنوان یکی از ماژول های PLC معرفی شد.
در این بخش به سراغ ماژول ورودی و خروجی میرویم. در واقع میخواهیم ببینیم PLCها چه چیزی را کنترل میکنند. پس از آن، کمیتهای دیجیتال و آنالوگ را بررسی میکنیم و در آخر هم خلاصهای از پروتکلهای ارتباطی صنعتی را معرفی خواهیم کرد. در شکل زیر نمونهای از این ماژول را مشاهده میکنید که محصول شرکت آلن بردلی (Allen-Bradley) است.

مروری بر ماژول ورودی و خروجی
یکی دیگر از مهمترین ماژول های PLC ماژول ورودی و خروجی است. این ماژول به اختصار با نشان داده میشود. این ماژولها وظیفه اتصال پردازنده را به جهان بیرون و ماشینآلات برعهده دارند. همیشه در هر سیستم PLC، تعدادی ماژول به ورودیها و تعدادی ماژول به خروجیها تخصیص داده میشوند. ماژول ورودی، حالت مربوط به سیگنالهای ورودی را شناسایی میکند. کلیدهای شستی، سوئیچها و سنسورهای دما مثالهایی از سیگنال ورودی هستند. در سوی دیگر، ماژول خروجی وظیفه دارد حالت خروجیهای سیستم را تغییر دهد. رلهها، راهاندازهای موتور و چراغها مثالهایی از خروجیهای سیستم PLC هستند.
کمیتهای دیجیتال
رایجترین کمیتهای مورد استفاده به عنوان ماژول های PLC در ورودی و خروجی، کمیتهای دیجیتال یا گسسته هستند. مفهوم این کمیتها بسیار ساده است. کمیتهای گسسته، سیگنالهایی هستند که مانند شکل زیر، فقط دو مقدار روشن یا خاموش دارند. به عنوان مثالی از ورودیهای گسسته پر کاربرد در PLC، میتوان کلیدهای شستی، سنسورهای مجاورت، چراغها، رلهها و راهاندازِ موتور را نام برد. در مثال مربوط به ماشین ظرفشویی که در آموزش PLC ارائه شده بود، کلید راهاندازی، سوئیچ درِ ماشین ظرفشویی و سوئیچ سطح آب، جزء ورودیهای دیجیتال به حساب میآیند. همچنین شیرِ پر کن و شیر تخلیه آب و همچنین المنت حرارتی اشاره شده در آن مثال هم خروجیهایی از جنس دیجیتال هستند. کمیتهای دیجیتال فقط دو مقدار صفر و یک میپذیرند. به عبارت دیگر، یا کاملاً وجود دارند یا اصلاً وجود ندارند. یا روشن هستند یا خاموشند و هیچ حدِ وسطی بین این دو مقدار نخواهند داشت.

کمیتهای آنالوگ
نوع دیگری از کمیتهای مورد استفاده به عنوان ماژول های PLC در ورودی و خروجی، کمیتهای آنالوگ یا پیوسته هستند. سیگنالی که از جنس کمیتهای آنالوگ باشد، میتواند مطابق شکل زیر، هر مقدار از یک دامنه مشخص را اختیار کند. به عنوان مثال، یک سیگنال آنالوگ میتواند مقدار ولتاژ دلخواهی را در دامنه صفر تا ۱۰ ولت بپذیرد. مقدار این سیگنال میتواند ۲، ۳ یا حتی 8/5 ولت باشد. دمای هوا، فشار روغن و شدت نور، مثالهایی از کمیتهای آنالوگ هستند.

در دنیای PLC، ورودیهای آنالوگ معمولاً به صورت یکی از موارد زیر اندازهگیری میشوند:
- 10- تا 10+ ولت جریان مستقیم
- صفر تا 10+ ولت جریان مستقیم
- 1+ تا 5+ ولت جریان مستقیم
- صفر تا 1 میلیآمپر
- صفر تا 20 میلیآمپر
- 4 تا 20 میلیآمپر
در واقع، ماژول ورودی آنالوگ، ولتاژ یا جریان را از تجهیز ورودی دریافت میکنند. به طور مشابه، ماژول خروجی آنالوگ نیز خروجی را به یکی از همین شکلهایی که معرفی شد، ایجاد میکند. ورودی آنالوگ میتواند به هر میزان اندکی کاهش یا افزایش یابد. در مقابل، PLC هم قادر است خروجی را به هر میزان اندکی کاهش یا افزایش دهد.
به عنوان مثالی از ورودی در محیطهای واقعی صنعتی میتوان به سنسورهای دما (مانند سنسورهای RTD و ترموکوپلها) و سنسورهای فشار روغن اشاره کرد. سنسور دمایی را با دامنه اندازهگیری 50- تا 150+ درجه سلسیوس در نظر بگیرید. این سنسور، دما را به هر میزانی در این بازه اندازه گرفته و به جریانی در مقیاس 4 تا 20 میلیآمپر تبدیل میکند. از خروجیهای آنالوگ نیز میتوان برای کنترل توان خروجی یک ژنراتور و میزان گشودگی یک شیر کنترلی استفاده کرد. برای تنظیم خروجی یک ژنراتور در بازه صفر تا 2000 کیلووات میتوان از خروجی آنالوگ صفر تا 10+ ولت در جریان مستقیم استفاده کرد.
پروتکلهای ارتباطی صنعتی
در این بخش چگونگی ارسال داده به کنترلرها و تجهیزات دیگر و دریافت داده از آنها را توضیح میدهیم. بدین منظور یک سری پروتکلهای ارتباطی صنعتی تعریف شده است. این عنوان، بسیار وسیع و توضیحات آن به شدت مفصل است. در اینجا فقط به معرفی اجمالی این پروتکلها خواهیم پرداخت.
انواع زیادی از پروتکلهای ارتباطی صنعتی وجود دارد. از جمله آنها میتوان به موارد زیر اشاره کرد:
- پروتکل Modbus
- پروتکل PROFINET
- پروتکل PROFIBUS
- پروتکل DNP
- پروتکل BACnet
- پروتکل ControlNet
- پروتکل EtherNet/IP
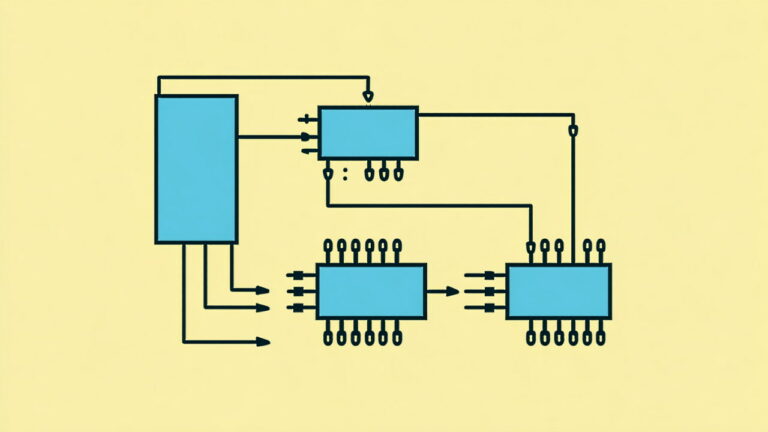
از مهمترین تفاوتهای انواع پروتکلها میتوان به نوع ارسال و دریافت داده، مدت زمان و سرعت انتقال داده و همچنین حداکثر تعداد تجهیزات قابل پشتیبانی توسط آن شبکه اشاره کرد. توجه کنید که ممکن است در پیکربندی یک سیستم از چندین پروتکل به صورت همزمان استفاده شود. در این بین، Modbus یکی از قدیمیترین و پرطرفداراترین پروتکلها است. پروتکل Modbus به دلیل سادگی، هنوز هم به طور گسترده در بسیاری از تجهیزات و PLCها به کار میرود. ضمناً برای شروع یادگیری این مبحث بهترین گزینه محسوب میشود. پروتکل Modbus، یک پروتکل ارتباطی سریال و از نوع «فرمانده/ فرمانبر» (Master/Slave) است. یعنی یکی از تجهیزات، فرمانده و سایر تجهیزات، در نقش فرمانبر خواهند بود. در Modbus، فرمانده میتواند با توجه به قابلیت تعریف شده در تجهیزات فرمانبر، داده را از روی آنها بخواند یا داده جدیدی روی آنها بنویسد. مطابق این پروتکل، PLC میتواند نقش فرمانده را برای تجهیزات متصل به خودش ایفا کند. در شکل زیر از پروتکل Modbus برای ارتباط بین چند PLC از سازندههای مختلف استفاده شده است. PLC از طریق ماژولهای ورودی دیجیتال و آنالوگ و فرمانبرهای Modbus (یا هر پروتکل ارتباطی دیگری) به دادهها دسترسی پیدا میکند. پس از آن، CPU عملیات منطقی را روی این ورودیها انجام میدهد. در آخر نیز با استفاده از ماژولهای خروجی دیجیتال و آنالوگ، فرمانبرهای Modbus، فعال یا غیر فعال میشوند.

با وجود تنوع در نام پروتکلهای ارتباطی، اساس عملکرد همه آنها یکسان است. تمام این پروتکلها ارتباط بین سختافزارهای مختلف را در یک سیستم PLC برقرار میکنند و هدفشان این است که بدون نیاز به سیمبندی جداگانه برای هریک از ورودیها و خروجیها، دادههای دیجیتال و آنالوگ در بین PLC و تجهیزات متصل به آن رد و بدل شود.
در این مقاله، ماژول CPU و ماژولهای ورودی و خروجی را برای کمیتهای دیجیتال و آنالوگ تشریح کردیم. تا اینجا باید با چگونگی جریان داده و انتقال اطلاعات بین ماژول های PLC و همچنین ارسال داده به جهان بیرون آشنا شده باشید. در آموزش بعدی از این مجموعه که تحت عنوان برنامه نویسی PLC - به زبان ساده منتشر خواهد شد، با چگونگی نوشتن برنامههای واقعی برای PLC آشنا خواهیم شد.
در صورت علاقهمندی به مباحث مرتبط در زمینه ابزاردقیق و اتوماسیون صنعتی، آموزشهای زیر نیز به شما پیشنهاد میشوند:
- آموزش PLC – به زبان ساده
- برنامه نویسی PLC – به زبان ساده
- سنسور و ترانسدیوسر در مهندسی برق — به زبان ساده
- اسیلاتور LC — به زبان ساده
^^








بسیار عالی و ساده و کاربردی بود